Replacement of OMRON C-type PLC
This is an example of PLC replacement for equipment used in a food factory in Saitama Prefecture. We replaced OMRON C-type PLC C28P with CP series PLC CP1E.
Contents
Obtained a paper-based copy of the C28P ladder before it was replaced.
The OMRON C28P PLC before the replacement was not equipped with a cable for ladder extraction, so we asked the company to prepare a paper-based ladder diagram that was included in the completion document when the equipment was installed. They have not made any changes to the program since its introduction.
Manually enter the program for the replaced CP1E.
We could not prepare ladder data of 28P PLC before the replacement, so the program for the CP1E after the replacement had to be manually input. There are some instructions that are not supported by the new model, so care must be taken when creating programs.
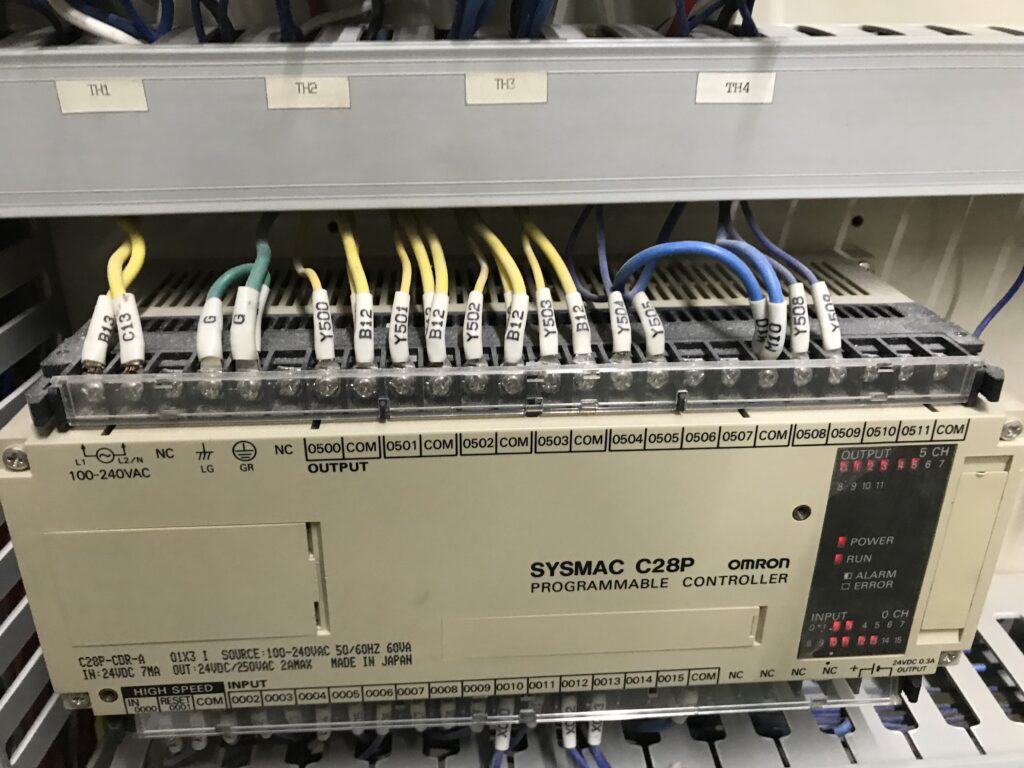
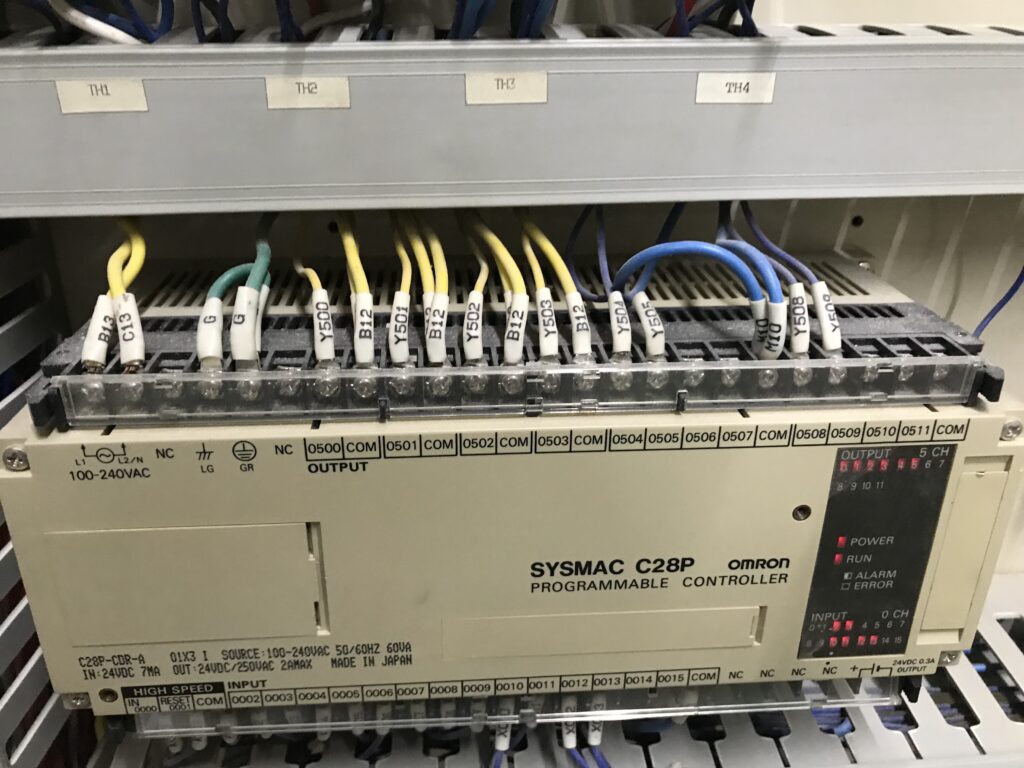
OMRON PLC C28P before replacement
The photo shows the OMRON PLC C28P before replacement, with the output terminals at the top of the PLC and the input terminals at the bottom.
OMRON PLC CP1E after replacement
The photo shows the OMRON PLC CP1E after replacement.

Unlike the C28P before the replacement, the upper part of the PLC is the input terminal and the lower part is the output terminal. Since the input/output arrangement is reversed from the one before the replacement, if we try to connect the existing wires as they are, they will not be long enough. Since extending or re-drawing the wires would take a lot of man-hours, a terminal block can be placed next to the PLC after the replacement, and the existing wires can be connected to the PLC by connecting them directly to the terminal block. Of course, the connection from the terminal block to the PLC can be prepared in advance to reduce the man-hours required for on-site work.